


- 联系人:许部长
- 联系电话:13841408476
- 固定电话:024-44837288
- 公司传真:024-44837004
- E-mail:xuming58@126.com
- 公司网址:www.bxyjzc.com
- 地 址:辽宁省本溪经济开发区香槐路110号
德国索菲纳在全国轴承专用装备开发与应用技术研讨会上的演讲
2023-05-15(来源:德国索菲纳超精研磨)
为总结“十三五”轴承工艺装备的创新成果和经验,贯彻落实《全国轴承行业“十四五”发展规划》,推动轴承智能制造发展,促进轴承行业转型升级,2023年5月10日在河南洛阳召开了“全国轴承专用装备开发与应用技术研讨会“。
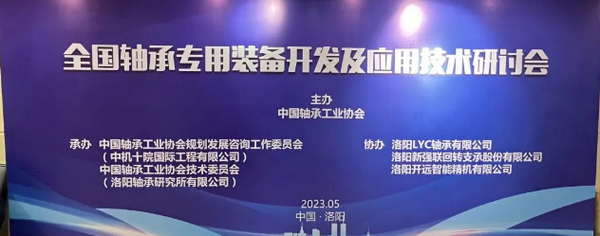
此次会议讨论了轴承专用装备及检验检测装备、仪器的发展趋势;研讨轴承行业新材料、新工艺;介绍新型绿色、低碳、智慧工厂建设的做法和经验;优秀轴承专用装备研发制造企业介绍轴承智能制造设备配置整体解决方案;推介轴承制造技术、设备、工艺、材料创新成果。
作为超精研磨领域的领先制造商,应主办方的邀请,德国索菲纳的张学洋经理在大会上进行了演讲,详细介绍了德国索菲纳的超精研磨工艺和加工设备。

发言稿如下:
德国索菲纳公司有一百多年历史,在超精研磨领域深耕七十多年,积累了丰富的加工经验,业绩遍布全球。至今服务了将近2000家客户,供应了四千多台设备,遍布全球五十多个国家。
近十年来我们向国内轴承行业供应了超过200台超精机,在此也向所有支持我们的客户表示衷心的感谢。我们的客户遍布各行各业,其中以汽车和轴承行业为主。轴承设备主要用在卡车乘用车飞机高铁风电等领域。多年来,德国索菲纳已经成长为全球超精设备和工艺领域的领先企业。得到了轴承行业的广泛认可,很荣幸我们可以利用这次机会分享一下我们在超精研磨相关的经验,供大家参考。
我们主要通过三个层面来介绍:什么是超精加工?为什么要超精加工?如何保证高质量的超精加工?
首先什么是超精?超精区别于其他工艺的主要特点大约有三方面:从工序顺位来看主要是在硬车或磨削之后的Z终表面处理工序,从切削方面看属于微振荡产生的微量切削,从接触工件的材料上看超精主要用的是油石和砂带。
超精研磨主要有以下几个目的:
1. 降低工件表面粗糙度,提高轴承寿命。
2. 去除硬车磨削产生的缺陷层和纹路痕迹。
3.去除硬车磨削产生的拉应力组织,建立稳定的压应力组织,从而降低磨损,提高表面的机械性能,提高轴承寿命。
4.进一步优化微观形状,如圆度波纹度等等,主要目的是降低轴承噪音和振动。
5. 提高工件表面的承重比,提高工件间的接触面积,Z小化磨损。
6. 形成交叉网纹丝路,以更好地储油,增强润滑能力。
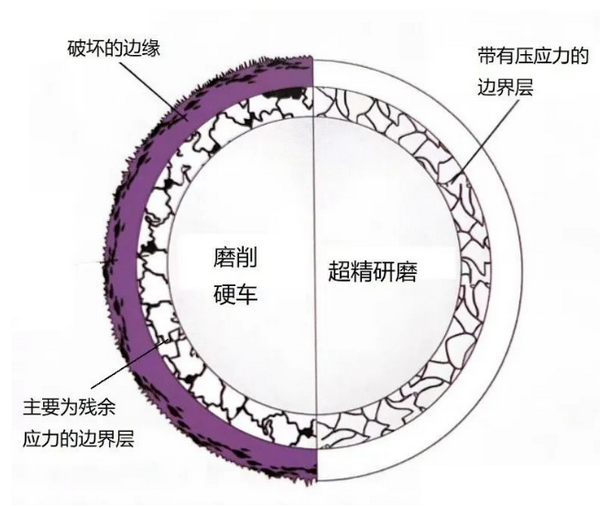
首先超精加工可以改变工件表面的组织结构,去掉磨削和硬车留下的一层缺陷结构,之后去除以拉应力为主的边界层。与此同时通过超精的冷加工形成以压应力为主的边界层,让工件表面形成一个比较稳定的微观结构。
表面粗糙度的优化,一般以评估Ra和Rz值为主,有些轴承也需要评估一些其他的表面粗糙度参数,这个我们后面还会再提到。
再有就是提高工件的表面承重比,因为Ra和Rz值没办法完全描述所有的表面细节,就像我们看到的,同样是Ra 0.2,它的表面微观结构也可能不同,而这个结构的形状直接决定轴承的负载能力,比如这种单个波峰状的结构就会导致高的磨损和过早的轴承失效。而这种带波谷的平直纹路就是超精之后特有的,这种结构一方面可以减小磨损,另一方面可以提供很出色的摩擦特性。
这里可以进一步看到不同工艺带来的不同形状,硬车之后一般工件之间的点接触。磨削之后,主要是线接触。而超精之后就是这种面接触,接触面积Z大,然后承重比也Z高,是造成磨损Z小的结构形式。
再有就是形成交叉网纹,这也是超精独有的特点。因为超精后的这个纹路是交叉的而不是平行的,油不容易被甩出去,所以能达到更好的储油效果。然后轴承的工况不同,这个交叉网纹的形式需求也不同,进而所需要的超精工艺的参数也是不同的。
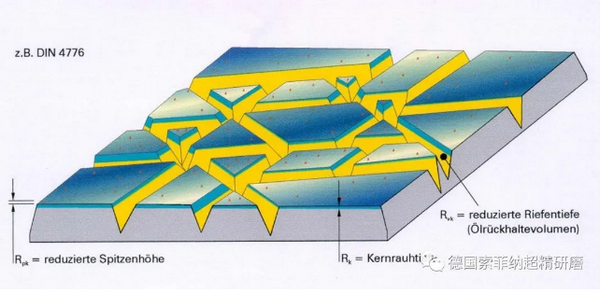
这些交叉网纹都是有一定的波谷深度,为了全面评价这个深度,就引入了Rk、Rvk、Rpk这些粗糙度参数。这些参数值也?以通过特定的超精的工艺参数来达到,来满足不同用户不同轴承的不同需求。
有一个很重要的点就是超精可以在来料的整体形状不错的情况下,大幅优化表面的圆度和波纹度。这里圆度是一个宏观上的整体评估,它主要是看一个整体误差值。而在宏观的圆度和微观的粗糙度之外,介于二者之间的带通滤波下的波纹度也是个影响轴承噪声和震动的非常重要的因素,波纹度的测量和评估主要是通过傅里叶变换的频谱分析来进行的,它的好坏主要受机床和刀具的震动影响。
此外,在形状方面,超精也可以适当修复来自硬车和磨削的工件的轮廓误差。
诸如以上这些因素决定了超精工艺在轴承制造工艺链中的重要性。如何去保证一个高质量的超精?这里我们想从各部门的工作制度和方法方面谈一谈我们的经验,从?个项目进行的角度来谈谈每个时间节点上我们认为比较重要的因素。
首先和客户共同成长是索菲纳几十年来发展的基石。
索菲纳作为世界超精加工Z早的持续探路和引路者,开辟了大量的超精加工原创技术,而这些技术趋于成熟,是和与全球顶尖轴承厂家几十年的合作密不可分的。而在进入中国市场后,索菲纳也始终致力于帮助国内轴承自主品牌提升加工能力,提高产品质量,不断攻克了一个又一个卡脖子的难题。在不断攻克难题的过程中,坚持不断地和不同优秀用户的积极交流学习和探索,积累海量经验,是保证索菲纳超精设备和工艺质量始终行业领先的Z重要原因。可以说没有这些优秀的用户,就没有索菲纳的今天。
第二是有优质的研发设计。不论是对已有方案的拓展还是对新方案的开发,我们Z注重的一点是,始终以用户需求为导向,以为用户创造Z高价值为Z终目标。一切偏离这个航向的研发都是无意义的。
在此基础上,随时把研发和设计上被验证的新经验和新灵感沉淀为普适的操作流程步骤,然后找到便于操作的软硬件工具。比如很多用户提到过对索菲纳设备的一大印象就是内部结构简洁干净,不笨重不冗繁。这其实是几十年来通过几代索菲纳设计工程师积累下来的设计经验,所沉淀出的一套在设计部门普遍适用的设计理念流程和方法,带来的结果。通过这种方式,可以尽可能多的把个人优质的经验能力,转化为组织的,从而提高组织的效能,并且在培养新人才时,能让他们从起步就能有多年凝结的优质资源理念和习惯,让公司未来能一直稳定向客户输出Z精华可靠的机床设计。以下关于其他部门需要经验流程化和工具化的话题就不展开了,总之不论是轴承设备制造商还是Z终用户,在这方面全员的执行力是保证超精质量稳步提高的Z重要因素之一,这也是我们全球顶尖客户多年来的成功经验。
第三是供应链。索菲纳和大部分供应商都有超过20年的稳定合作,常年的经验让我们能深刻理解不同供应商之间的差异,以及这些差异进而对项目对设备的影响。比如我们很多客户和我们提到过很多超精机厂家对工艺参数很敏感,在有产品新要求而需要变动时,经常出现调整工艺参数后产品一致性大幅下降的情况,而索菲纳的设备在这方面表现是相对比较好的。这在我们分析来有可能是某些部件的选型问题,当然同时很有可能还有设计原因,导致的设备刚性稳定性不足。另一方面要保持和供应商的交流学习,确保始终做出对设备和项目Z经济合理高效的采购选择。
第四是外购件检测。我们设有外购件的质量核验部门,需要随时保持和采购部门的信息互通,以便随时更新对供应商的评估。
第五是设备装配,涉及机械和电气装配。和研发部门保持交流是必要的,一方面向设计人员反馈设计落地的情况和提出建议,另一方面自身也可以更好地理解设计逻辑。
第六是对机床进行精度测量。首先要选择合理的测量仪器和方法,保证测量精度值的精度,另外要明确装配对各项精度的影响,以及各项精度对超精设备和加工的影响。
第七是设备调试,应用工程师Z好具备机电和编程的知识能力,加深理解机械电气程序方面对超精工艺的影响。此外要保持和Z终用户的密切沟通和交流,收集分析用户工厂端应用情况的信息,来积累一线应用经验。
测量室同样很重要,超精后轴承的测量作为成品测量尤为重要。测量方法和程序并非一成不变,有些轴承重要参数的测量可能需要用户和仪器厂家共同开发适用于自身产品的新的测量程序,在这方面我们作为超精机测量室也应该及时学习以及跟进安装新程序和新方法。
服务工程师团队质量是很多用户关心的,我们中德工程师之间会有定期的线上线下技术经验交流,这对大家积累不同国家不同工况下的实践经验大有裨益。
Z后,也是Z重要的一点,索菲纳隶属于格里斯哈伯集团旗下,这是索菲纳以前,现在以及更重要的是未来实施任何战略,以及保证品牌、设备、工艺始终精益求精发展的强力资本保障。
除了以上这些,影响超精加工质量的因素还有很多,比如前道工序来料质量、切削液、油石砂带、过滤、用户工厂情况、用户的测量评估方式等等。欢迎大家随时联系我们一起交流探讨。
下面简单介绍几个案例:
首先是一款明星机型,RollerFlex778/1,它是专为直径Z大到250mm的各类滚子研发的一款机型,可以超精外径和两端面。目前已经面世7年,主要服务于全球各大头部风电滚子厂,至今没有竞品。
接下来呢是两个不太常见的案例,一个是陶瓷滚子,这是我们近些年涉足的材料,属于用已有方案加工新材料,从首测就很成功。是一台两工位的无心支撑的设备。这是一些检测结果,圆度0.4微米以下,粗糙度0.04以下。
另一个是关节轴承的外球面,是在软车,热处理,切入磨之后使用杯形砂轮对球面进行超精,也是我们很成熟的一个机型。
德国索菲纳在轴承领域的涉猎非常广泛。除了不加工钢球,其他从微型轴承到特大型轴承,不论套圈还是滚动体,都有无死角的设备方案,且全范围的设备和工艺都是行业领先的,根据?年使用索菲纳设备的钢球用户反馈,从设备刚性、稳定性、故障率、超大批量如十万百万件产品不良率和加工一致性等等重要指标方面都可以说是全球Z好的超精设备。我们非常欢迎所有有卡脖子问题的和想做好轴承的朋友们来联系我们一起交流探讨。
Z后的Z后我们粗略说一下索菲纳的一些新技术,首先是设备的全自动化换型技术已经通过验证,这里包括:
1. 全自动化切换程序和更换工装。
2. 直径Z大到六米的套圈超精方案也已经推出。
3. 我们对于全面优化节拍时间,也有了进一步成果。
4. 索菲纳首创的,对生成对数曲线的贯穿式超精机方案的技术扩展,现在Z大可以加工到70mm直径的滚子。欢迎有相关需求的用户来交流。
感谢大家,随时欢迎大家批评指正,谢谢!